
For maximum result in hot dip galvanizing with minimum cost, we advise to read these recommendations regarding preparing surfaces for galvanizing.
A precondition for good results in galvanizing is clean steel surfaces, thus prior to the galvanizing process the articles are cleaned in an acid solution. Usually iron and steel articles are covered by rust and rolling scum.

Paint and Lacquer
Upon receiving an article consisting of several parts, galvanizer assumes that such an article shall be galvanized as a whole. Therefore it is not desirable to attach varnished or painted structure parts to unpainted parts. One of the best cleaning methods is by shot blasting, while small size structures may be cleaned mechanically.
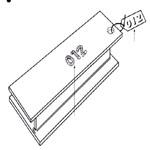
Marking
Paint should not be used for marking steel structures.
The best marking is stamping or using ofsmall size steel plates. Natural chalk can be used, yet crayons shall be avoided.

Oil and Fat
Layers of oil and fat, depending on the volume, may be removed with a dissolvent, fat removers or hot water.
Smaller areas are cleaned with cloth saturated with cleaning detergent. Big size structures are cleaned by pickling them into the respective substance. For cleaning oil and fat it is advisable to use burning furnaces or natrium hydroxide.
.jpg)
Welding
Welds should be compact, free of pores, to avoid formation of acid traps.
In case welding electrodes are used, slag deposit should be removed from the weld. It is not possible to remove welding slag through pickling, and thus slag-coated places will not be covered by zinc coating.