
A few basic rules that should be followed when designing products for subsequent galvanizing.
Open as PDF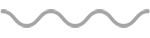
Basics
-
Follow designer’s instructions with regard to holes drilled in hollow structures.
-
Ensure additional clearance of approximately 1.5 mm on each side.
-
Avoid, if possible, overlapping surfaces. If that is impossible, follow strictly rules on drillings.
-
Remember that galvanizer has to lift and turn your articles. Make sure that you have ensured possibility to lift your article.
-
Avoid combining materials of different thickness that can cause deformation due to different cooling time.
-
Avoid big size thin metal sheets. Unless stiffened, they might warp.
Designing Holes

Recommended Size of Holes (mm)
| Length of the article | 0-2000 | 2000-4000 | 4000-6000 | 6000-8000 | 8000-10000 |
| Size of the pipe | |||||
| 0-25 | 8 | 10 | 12 | 12-14 | 14-16 |
| 25-50 | 8-12 | 10-12 | 12-16 | 20-30 | 25-30 |
| 50-100 | 12-20 | 12-30 | 15-30 | 30-50 | 30-50 |
| 100-200 | 20-40 | 30-50 | 30-50 | 50-80 | 50-90 |
| 200-300 | 40-80 | 50-100 | 50-100 | 100-120 | 100-130 |
| 300-400 | 80-100 | 100-120 | 100-120 | 120-150 | 100-160 |
| 400-500 | 100-150 | 120-200 | 120-200 | 200-250 | 200-300 |
| 500-600 | 150-200 | 200-250 | 200-300 | 300-350 | 300-350 |
These dimensions refer to all types of hollow beams, UNP and IPE beams, as well as welded hollow structures.
 Read more
Read more
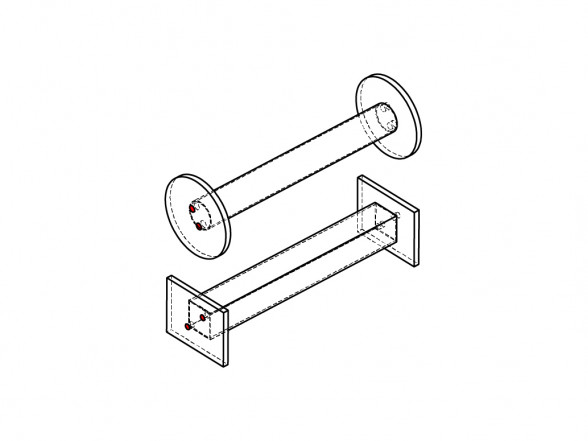
Right-angled supports
When designing right-angled supports or similar structures, holes should be drilled in places indicated in the drawing.
 Read more
Read more
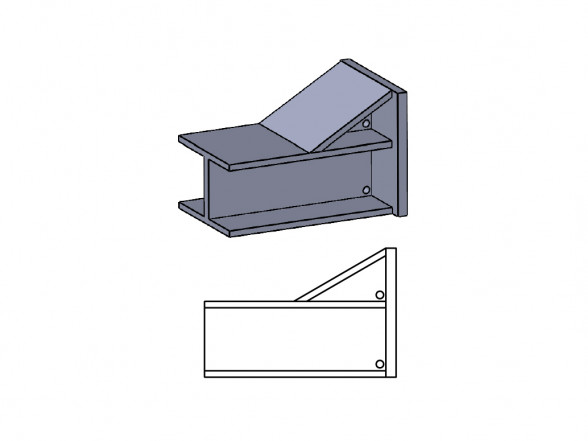
“V”-type notch
“V”-type notch is a good alternative to drilled holes.
 Read more
Read more
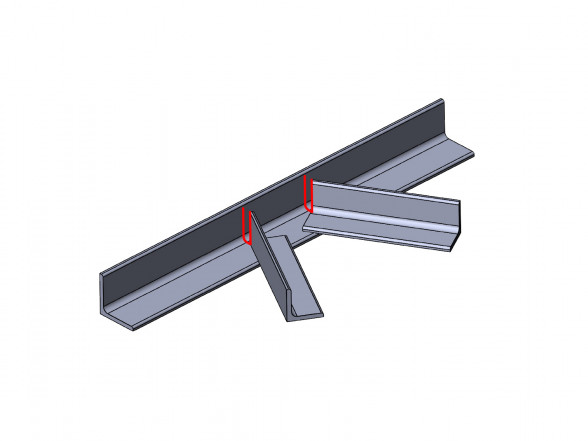
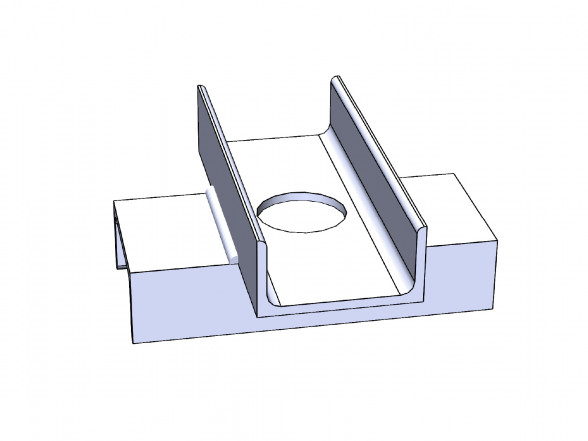
Universal sections or channels
On universal sections or channels, make sure that the corners of stiffeners are cut to allow zinc to drain through.
 Read more
Read more
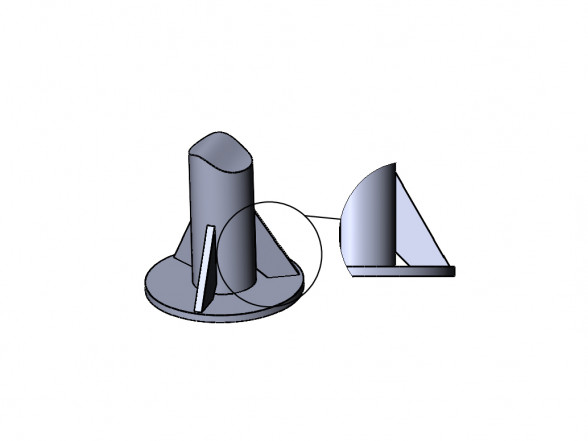
External props
When you use external props, for instance, between a base plate and a vertical element, make sure the prop is cropped to allow zinc to drain freely.
 Read more
Read more
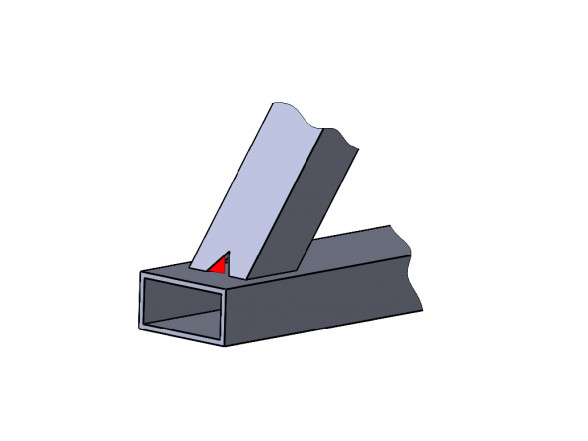
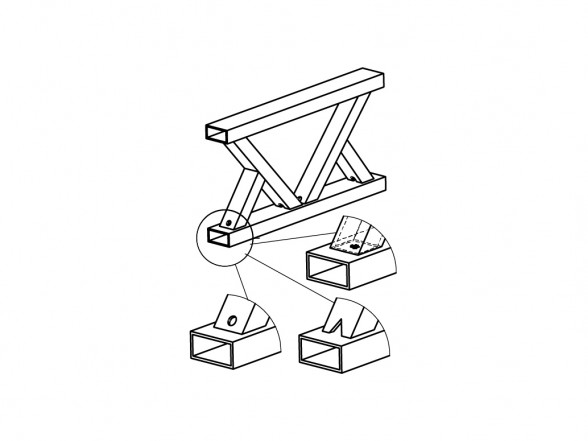
Stiffeners and gusset plates
Always design stiffeners and gusset plates so that zinc cannot be trapped in corners.
 Read more
Read more
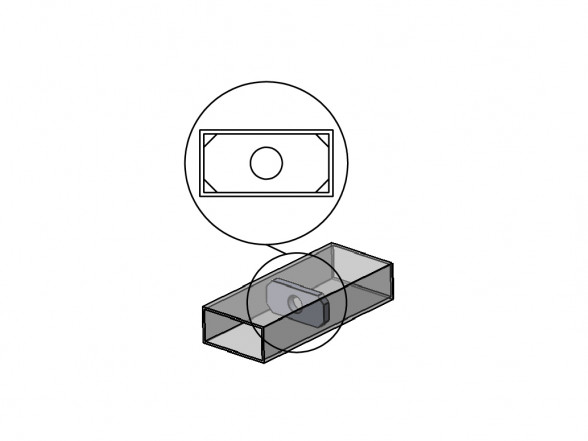
Internal diaphragm
When using internal diaphragm, make sure the corners of it are cut. On larger RHS use a stiffener with a central hole as well as cut corners. NEVER arrange a plate that blocks the entire cross section. It may be dangerous during hot dip galvanizing. (One may happen to be unpleasantly surprised when receiving an invoice if the entire section has filled with zinc which cannot escape!)
 Read more
Read more
Direction of holes
Place the holes as close to corners as possible! As well proper direction of holes should be considered. It heps the galvanizer if the holes all drain in the same direction. This avoids manipulating and turning of the article with risk of damage or trapping zinc in pockets.
 Read more
Read more
Overlapping surfaces
Avoid overlapping surfaces as much as possible. If this is not possible, strictly follow the drilling instructions.